


World's Largest Liquefied Natural Gas Tanks Need Valve Replacement

Angola LNG, a $9 billion liquefied natural gas (LNG) plant at the mouth of the Congo River in Angola’s oil producing Soyo region, is one of the world’s largest and most modern LNG processing facilities, with capacity to produce up to 5.2 million tons annually. It’s distinct from many such plants as it is supplied primarily by associated gas from nearby oil fields, thus producing LNG sustainably and significantly reducing gas flaring.
But there have been challenges to production, including a nearly two-year shutdown after an incident in April 2014. In 2016, as part of proactive maintenance to keep the plant running well, TEAMFURMANITE was asked to complete a major retrofit of 32 butterfly valves mounted just upstream of emergency pressure relief valves on the facility’s LNG storage tanks. “These are three of the world’s largest LNG tanks—200 feet tall by 200-foot diameter!” says Project Supervisor Shannon Manger. “And what made this project special is that, prior to this, we wouldn’t have attempted to replace valves like this without draining the tanks.”
Several challenges that made this project unique:
- The valves in question were actually intended for shutoff allowing maintenance on pressure relief valves. So, during replacement, they would be the last valve between LNG and the atmosphere.
- This was a remote site. Research and development to create a safe, effective protocol would have to take place offsite in TEAMFURMANITE facilities, and then implemented in a timeframe of a few weeks. TEAMFURMANITE would also have to train facility employees in the new procedure before starting work.
- The nozzle between the butterfly valves and the tanks was complex. Pipe diameter increased from 12 inches to 16 inches, and the approximately four-foot nozzles were vertically oriented directly over a 200-foot drop to the bottom of the tank. So, any system or equipment used had to be designed to eliminate any possibility of dropping into the tanks.
- And as mentioned, tanks would not be drained during the retrofit—almost a million cubic yards of LNG, per tank, would have to be safely contained and protected from atmospheric contact during the entire procedure. “This is a two-pound system, so not enormous pressures,” Manger says. “Still, the consequences of a flare would be disastrous, and any leak could also lead to a cryogenic state, which would also be disastrous—the stakes were high.”
In short, TEAMFURMANITE needed a way to safely and securely shutoff LNG during the entire procedure, while also being able to work quickly in a remote location. Fortunately, the well-respected service company had an ace up their sleeve; for several years, TEAMFURMANITE and Petersen Products Company have been pioneering the use of inflatable bag stops in oil and gas applications, and this seemed like a potential solution for Angola LNG.
Research & Development
Soon after setting up a simulated nozzle and valve in a TEAM facility, complete with representative pressure, TEAMFURMANITE’s group realized that the nozzle and valve configuration presented real challenges to the use of inflatable bags. “We had to insert the deflated bag through the butterfly valve, and that was a very small opening,” Manger explains. “That meant we had to use a single ply bag, instead of a double ply, because a thicker bag wouldn’t collapse enough.” To make matters worse, the nozzle diameter increased from 12 inches to 16 inches just upstream of the valve. “Because of that increase, and the narrow valve opening we were dealing with, we had to design a bag with a slightly offset inflation valve, instead of the typical centered valve, and we had to find a way to keep the bag oriented correctly during insertion and inflation.”
Fortunately, TEAMFURMANITE had two good sources of expertise to call on for bag design. Phil Lundman, president of Petersen Products Company, and Tom Bowling, formerly of TEAMFURMANITE and now a consultant, have worked together on many occasions to create effective line stops for oil and gas facilities. Together they worked with TEAMFURMANITE to create an inflatable bag that would create a tight, secure seal in this oddly configured space. Features included:
- Single ply, so that the bag would collapse into a 4-inch diameter bundle for insertion through the butterfly valve opening.
- Offset inflation and deflation valve, to inflate correctly within the 16-inch diameter segment of the nozzle.
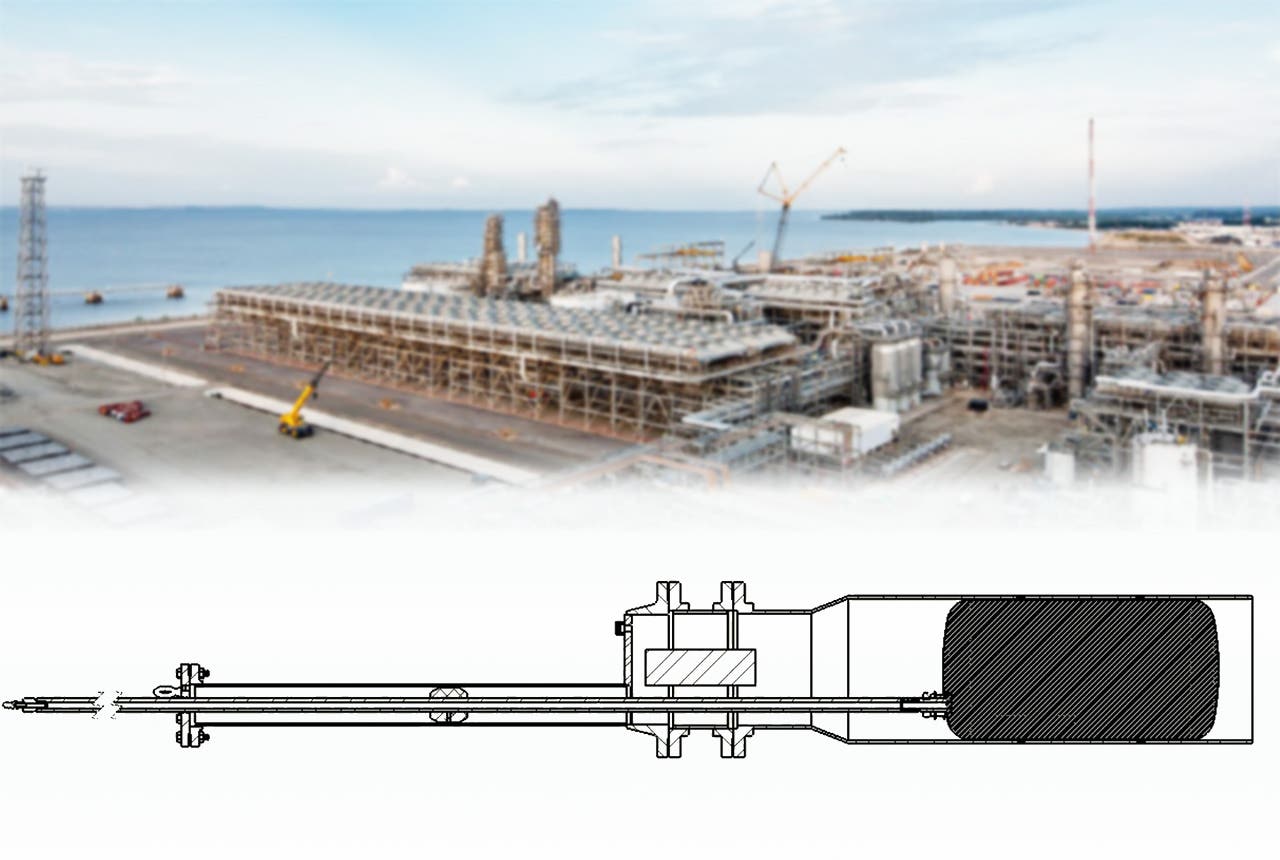
- A locking strong back system that kept the bag properly oriented during insertion and inflation. The strong back system also provided security by clamping onto the bag during use, absolutely removing any possibility of the bag falling into the huge LNG tanks during valve replacement.
- Bags were made long enough to take full advantage of the 40-inch section of 16-inch diameter nozzle. “Quality of seal was definitely a concern during our testing,” Manger says. “But these bags were long enough to provide good surface area and during the actual project seal was achieved flawlessly on every valve replacement.”
- A launch system was developed that kept crews ten feet above and three feet away from the butterfly valves during insertion, protecting them from any flashes or flares.
- Petersen bag stops are inflatable and reusable, so in theory just two would be needed during the project, one per crew. But to provide backups and redundancy, a total of 12 were designed, ordered, and taken to the site. Each was used three or four times, and all were tested before being shipped to Angola, and before and after each use.
The research and development process continued for several weeks while TEAMFURMANITE developed the bag design and insertion procedures. And then it was time to head to Angola.
Completing a Difficult Project Flawlessly
“Bechtel Corporation provided supporting crew members onsite,” Manger says. “So we spent our first week in Angola training them to help us, including work on a pressurized valve and nozzle mockup three times a day. Eventually, we got the time per valve down to just two or three hours. When they were comfortable with the procedure, the actual work went quickly—working with two crews, we replaced all 32 valves in just two weeks.”
Flawlessly completing this large project in just two weeks, in a remote location, was a powerful validation of all the research and development that took place during the research and development phase, and proved that the equipment and procedures really worked. In actual practice, the replacement protocol was safe, fast, and effective. Manger described it as follows:
"At no time was LNG escaping to atmosphere—due to the design of the equipment and our procedure, we maintained 100% containment. The only time gas was released to atmosphere was in a controlled state through the equipment bleeder valves. Prior to loosening and removal of any equipment a gas test was performed with gas detectors to verify seal quality."
- The butterfly valve was in the closed position when the relief valve was removed and verified not leaking prior to removal of the relief valve
- The bag launcher was installed with the butterfly valve in the closed position
- Once the launcher was installed with bag in the collapsed position a pressure test was performed with nitrogen to verify there would be no leaks at the flange connections and inflation ram assemblies when the valve was opened
- Once leak tested the valve was opened and the bag was inserted through the valve opening to a pre-determined depth
- When bag was in place it was then inflated to 50 psi with nitrogen gas to create the seal inside the nozzle below the valve
- Once inflated to 50 psi and verified with gauge the gas trapped in the launch housing was vented to atmosphere and a gas test was performed at the vent valve to verify no gas was leaking by the bag
- Once the seal was verified the butterfly valve and housing were removed leaving the bag in place of the valve and maintaining an isolation seal
- Once the valve and housing were out of the way the new gate valve and retrieval system were installed over the inflated bag and inflation ram
- Once the new valve and retrieval housing were in place and tightened a pressure test was performed with nitrogen to verify there would be no leaks at the flange connections and inflation ram assemblies when the bag was deflated
- Once the bag was deflated it was retracted out of the valve and nozzle and back into the housing
- With the bag inside the housing the new valve was closed, the gas trapped in the launch housing was vented to atmosphere and a gas test was performed at the vent valve to verify no gas was leaking by the new valve.
- The bag was then removed and the relief valve was re-installed.
This was performed a total of 32 times without incident.
“We had a total of three tanks and 32 valves to work on, with just two crews and plant support,” Manger says. “On average, it took us just four hours to remove and replace each valve, and just two weeks to replace all of the valves. I’m happy to say that each replacement was completed safely and without incident. This was a special project, very challenging, and it couldn’t have been done without TEAMFURMANITE’s technical and field support working closely with Petersen’s inflatable line stop technology.”
# # #
Angus W. Stocking, L.S. is a licensed land surveyor who has been writing about infrastructure since 2002.









